
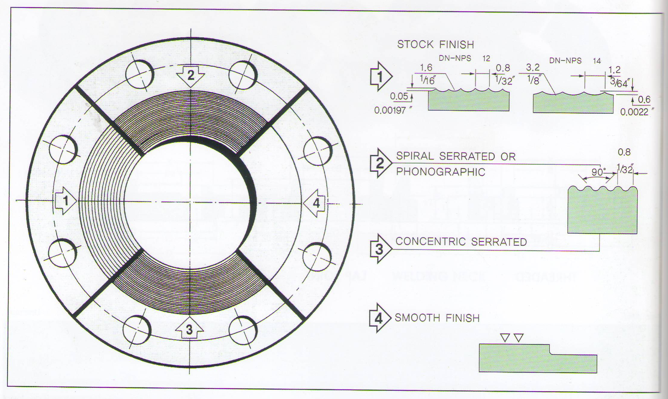
ACABADO DE STOCK:
El acabado de junta más utilizado, porque prácticamente es adecuado para todas las condiciones de servicio ordinario. Este es un surco en espiral continuo.
Las bridas de 12" (304,8 mm) y menores se producen con una herramienta de punta redonda de 1/16" con un avance de 1/32" por revolución.
Para tamaños de 14″ (355,6 mm) y mayores. el acabado se realiza con herramienta de punta redonda de 1/8″ a un avance de 3/64″ por revolución.
ESPIRAL SERRADA O FONOGRAFICA:
Este acabado se produce utilizando una herramienta de punta redonda de 90°.
DENTADO CONCÉNTRICO:
Este acabado se produce utilizando una herramienta de punta redonda de 90°.
ACABADO SUAVE:
La herramienta de corte empleada deberá tener un radio aproximado de 0,06 ″.
El acabado de la superficie resultante tendrá un tamaño de 125 μ a 250 μ pulgadas (ANSI B16.5 párrafo 6.4;4.1).
1.CARA ELEVADA. Y GRANDES MACHO Y HEMBRA
Se utiliza un acabado dentado-concéntrico o dentado-espiral que tiene de 34 a 64 ranuras por pulgada.
La herramienta de corte empleada tiene un radio aproximado de 0,06 pulgadas.
El acabado de la superficie resultante deberá tener una rugosidad aproximada de 125 μ pulgadas (3,2 μm) a 500 μ pulgadas (12,5 μm).
2. LENGUA Y SURCO, Y PEQUEÑOS MACHO Y HEMBRA
La superficie de contacto de la junta no supera los 3,2 μm (125 μ pulg.) de rugosidad.
3.JUNTA DE ANILLO
La superficie de la pared interior de la ranura de la junta no supera las 63 μ pulg. (1,6 μm) de rugosidad.
4.CIEGO
Las bridas ciegas no necesitan tener caras en el centro si, cuando se levanta esta parte central, su diámetro es de al menos 1 pulgada.
menor que el diámetro interior de los racores de la clase de presión correspondiente.
Cuando se presiona la parte central, su diámetro no es mayor que el diámetro interior de los accesorios de clase de presión correspondientes.
No es necesario mecanizar el centro deprimido.
Hora de publicación: 02-sep-2021